
Research and development of integrated CAPP system for automobile wire harness manufacturing enterprises
Automobile wiring harness is known as automobile nerve, and it is the transmission carrier of automobile power and various signal distribution systems PASDS (Power and Signal DistribuTIon System). As far as the current technical level is concerned, the stronger the function of the car, the higher the technical content and complexity of its wiring harness. At present, a large part of wire harness production enterprises are still working on wire harness drawings by process designers using AutoCAD, and then passed into the workshop for production. Undoubtedly, such a series of processes from planning harness to production is inefficient, it is not easy to ensure quality, and it is difficult to realize the informationization of harness design and process automation. The integrated CAPP system for automotive wire harness manufacturing companies combines the process knowledge base with the planning of the harness, the generation and export of process information, and the production of harnesses, effectively solving the problems of low production efficiency and unqualified product quality of the enterprise. .
1 Features of process documents of automobile wire harness production enterprises
There are many types of process documents. From the perspective of the nature of the documents, they can be divided into static and dynamic types. The main sources are the standardized process regulations and process design manuals. For automotive wire harness manufacturing enterprises, the static files are mainly composed of wire harness production specifications and enterprise production specifications. The dynamic file is composed of the process task allocation card, which is the product of the comprehensive detailed process file prepared before production and the design process of the harness diagram for production management and scheduling. Most of the procedures are carried out in strict order according to the product characteristics combined with the process documents, and a few procedures are flexibly determined by the workers themselves. After the completion of various procedures, the quality inspection personnel conducts conformity inspection on the products according to the requirements of the inspection card. The characteristics of the process documents of this type of enterprise are: multiple types of documents filed according to the order. The mutual coordination and communication between the various departments of the enterprise is limited to the paper document method, which seriously affects the improvement of the enterprise's efficiency. These are mainly manifested in: 1) The design of the manual process task assignment card based on the wire harness graphics drawn on AutoCAD; 2 ) Product data is not shared, and the experience and knowledge of process experts are not accumulated; 3) The product design process lacks management and control; 4) Process resources are not optimized.
2 Computer aided process design CAPP system function analysis
Through the actual investigation and analysis of the automobile wiring harness manufacturing enterprise, it is determined that the functional requirements of the automobile wiring harness manufacturing enterprise's CAPP system should solve the process design and production problems of the enterprise from design, management, integration and other aspects. The functional flowchart of the system is shown in Figure 1.
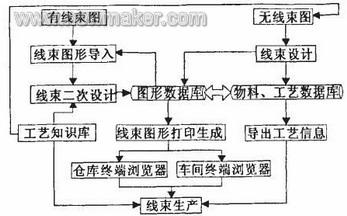
Figure 1 Functional flow chart The functions of the system mainly include the following aspects:
(1) Product structure based on automotive wiring harness: In an enterprise, all production activities are carried out around products. The process design based on the product structure of the wire harness can intuitively, conveniently and quickly find and manage the process files, and effectively guide the assembly of the wire harness in the workshop.
(2) Automotive wiring harness process design: This is the core work of the process work. CAPP should ensure the completion of the process design with high efficiency and high quality, mainly including the preparation of the wiring harness process flow, the drawing of the automotive wiring harness diagram, and the calculation of standard working hours.
(3) Utilization of wire harness resources: In the process of process design, it is necessary to apply process technology support data (wire harness production specifications, national / enterprise technical wire harness standards), and refer to the basic data of process technology. The resources of various enterprises are different, and the way of using resources is also different.
(4) Wire harness process file generation: it is the last step of the process work. It is a summary of the material consumption and man-hour calculation of the wiring harness diagram, and the wire crimping data and the single-configuration diagram among them are effective guarantees for assembling the wiring harness that meets the standard.
(5) Wire harness process design management: This is the management part of the process work, including wire harness diagram version management, material coding management, wire harness process document safety management, etc., which is of great significance to the enterprise's standard management.
(6) Networking of wire harness diagrams and process documents: In the local area network, the wire harness diagrams and some process documents are displayed on the production workshop and warehouse terminals through the Web method, relying on the Http protocol, to guide workers in production and warehouse material preparation.
3 CAPP system structure
The development of the automotive harness CAPP system is based on the consideration of the needs of the automotive harness enterprise itself, while fully considering the characteristics of the design object, the harness, and the actual needs of the harness manufacturing enterprise. Both practicality and advancement are simultaneously developed.
The system effectively combines the typical C / S (Client / Server) structure and B / S (Browse / Server) structure. That is, the design graphics and various wiring harness components such as plug parts, cladding parts and other parts graphics, process information and basic material information are stored in the background database, and the conventional process wiring harness diagram design is carried out at the process designer side, at the warehouse and workshop terminal Display information such as process documents to guide production.
The system structure is shown in Figure 2.
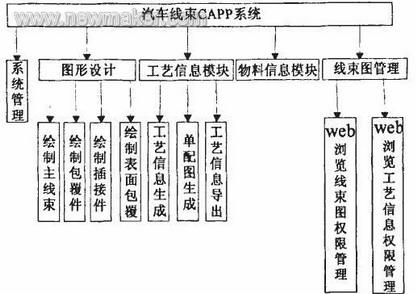
Figure 2 System structure diagram
3.1 System management
This module is the key to ensure that the system operates in a safe and reliable environment. The specific work is to divide users into designers, administrators and other categories, judge according to the authority and set the use rights of various functions of the system, confirm the check-in and check-out of harness documents, unified printout, process document information, etc. Product data security.
3.2 Graphic design
This module is an integral part of the system core and completes the task of drawing harness diagrams for various vehicle models. By drawing the main wiring harness, and then designing the necessary wiring harness parts such as covering parts, surface covering, and plug-in parts, a real image wiring harness is generated to guide the production.
3.3 Process Information Module
According to the harness diagram drawn on the system, generate the corresponding process files and carry out necessary management. It is a core part of the system, including the consumption of all materials and required man-hours in the production harness in the format of excel file, and the assembly order and direction of various harness parts that need attention.
3.4 Material management module
Its function is to manage various basic material data of the production harness. For example, add, delete, modify, and filter the basic information of wires, covering parts, plug-in parts, and surface covering.
3.5 Harness Diagram Management Module
It mainly realizes the presentation of related materials to guide production and material management to terminals such as wire harness production workshops and warehouses through the Web.
4 Key technologies of CAPP system
4.1 Design of the wiring harness graphic database
The graphic database realizes the static description of the graphic features of the designed wiring harness, and plays a role of "inheriting the future" in the integrated CAPP, mainly including the information of various wiring harness parts such as wires, covering parts, plug-ins and so on. For designers and administrators, they can clearly understand the wire harness material consumption and layout during assembly. For enterprise managers and assembly personnel, they can guide their work through the carrier of graphic information, that is, process information. According to the characteristics of AutoCAD's own database, extract the graphics handle and custom graphics marks as a logo to identify graphics. Figure 3 shows the main wire harness made by the CAPP system, where j0, jl, j2, j3, and j4 represent the node numbers on the main wire harness. There should be these fields in the graphics database to clearly indicate it: harness product drawing number, node number, parent node, distance, node handle, node number handle, distance handle, line handle, of which the handle is the iconic attribute of AutoCAD record graphics , Through which you can modify, delete, move and other operations on the graph; the harness product drawing number indicates the drawing number of the entire harness drawing, and the node number, parent node, and distance indicate the characteristics of the nodes in the harness drawing. Summarizing the information in Figure 3, various handle information is generated by AutoCAD, j0 has no parent node, jl's parent node is J0, distance is 200 units, j2's parent node is jl, distance is 300 units, j3's parent node kitchen 2, The distance is 400 units.

Figure 3 main wire harness
4.2 Generation of technological process
Most CAPP systems use a simple "linear batch" process model â„–1, which divides the entire process design process into several sub-tasks (that is, linear processes) that are executed in sequence, such as material input, Harness part design, harness diagram design, process generation and process data export, etc., there is little feedback and iteration between subtasks, and the design analysis in each subtask is for the harness diagram design once (i.e. batch processing Formula). Because this model does not reflect the essence of process design, there are many problems with the CAPP system developed by this model.
For experienced designers, the design process is not carried out in a fixed order. On the contrary, subtasks often cross in parallel, which is an iterative adjustment process. The process design process shows concurrent crossover, which is an iterative adjustment process. , The process design process shows concurrency. For example, the process design of the general wiring harness is carried out in the order of wire stripping head, riveting, inserting connectors, single-matching, final matching. For familiar designers, you can first insert the connector according to the harness diagram, and then stripping, riveting, Single matching and other processes. Secondly, the process personnel do not analyze and consider all the steps of drawing the harness diagram at the time of design, but first read the printed or faxed harness diagram sample, determine the main process, then perform part design and other auxiliary processes, and finally carry out the entire The overall design of the graphic.
Here the harness design uses a progressive model. Starting from analyzing the information of the wiring harness parts, first establish the prototype of the process, that is, first establish the material information, the information of the wiring harness parts and their graphics, and design the wiring harness graphics through the process rules, so as to gradually complete the design of the process regulations of the entire part.
4.3 The output of technological process and integration with Web information system
(1) Process database. The process database is a database that stores the process design results generated by the system, including the process table, bill of materials table, and total process card table. The system places the process data inventory on the server and shares it with the work stations on the local area network. Users can call and query at any time through the network at various work stations running the harness CAPP system and can output harness part information, harness diagram information and bill of materials. .
(2) Integration with Web Server. Store the harness diagram and process data through the Web Server, and share resources with the server of the harness design system. But the difference is that it is mainly designed for factories, warehouses and other departments of wire harness production enterprises, providing them with the necessary information to ensure the efficiency of wire harness first-line production and wire harness material management.
5 System implementation
5.1 System technology platform selection
The choice of system development environment must not only consider the needs of system development, but also consider the economic conditions and actual operating environment of the enterprise. According to the characteristics of the automobile wiring harness manufacturing enterprise and the degree of requirements for the confidentiality of process information, this system uses AutoCAD 2006 as the secondary development platform and combines the characteristics of the mixed mode of C / S and B / S. . Developed under the Net environment. The CAPP system client platform uses Windows XP Professional, and the server uses Windows 2000 Server. There are a large number of process data and graphic files in the CAPP system. These files are circulated among network users, which puts forward higher requirements for network performance, and therefore requires the support of large-capacity databases and hard disk space.
5.2 Database design and access
In the database design, due to the many relationships involved in the process regulations, the ER diagram needs to be established. In data processing, the consistency and integrity of the data must be guaranteed, and the table must be set with reasonable constraints. In order to realize the CAPP system to access the database data, OLEDB technology is adopted. The system has established a database for basic material information, wire harness packaging technology card, wire harness system management, wire harness graphics, and process files.
6 System application
The system has been applied in a wiring harness factory in Hubei, and the effect is good. The plant is a medium-sized wire harness and auto parts production plant, with technology department, parts design department, quality inspection department, data department, network center, production workshop, warehouse and other departments. The database of the system is deployed in the network center, the C / S and B / S modules are deployed in the process technology department and part design department, the B / S modules are deployed in the production workshop, and the C / S modules are deployed in the warehouse. The process technology department uses the system design and the harness diagram and process to obtain process information; the part design department uses the system to design the parts in the harness diagram for the process technology department; the production workshop uses a browser to observe the harness diagram and process data designed by the process technology department To guide production; the warehouse uses the system to observe the process data and prepare the harness materials. After many months of use, the plant's process design efficiency has been greatly improved, from 73% to 93%, and the product failure rate has also been reduced from 19% to 6%. The most important thing is that the factory's wiring harness production cycle is shortened to 213, which greatly improves the efficiency of enterprise orders and foreign competitiveness.
7 Conclusion
Through the actual investigation of the wire harness enterprises, the characteristics of the process documents of the automobile wire harness manufacturing enterprises are summarized, the functional analysis of the CAPP system of the automobile wire harness manufacturing enterprises is carried out, and the overall structure and functional modules of the CAPP system that meet these enterprises are designed, studied and discussed The design and implementation of each functional module of CAPP system are introduced. The system has been practically applied in a wire harness manufacturing limited liability company, and has achieved good application results. Practice has proved that it has an important role in the design and production of wire harness processes for automobile wire harness manufacturing enterprises.
Power: 220V-240V 50/60Hz 1200W, Motor : Dual driving
1.Stepless speed control with pulse function2.Two driving connector for different attachments
3.Rotary chrome switch
4.Transparent splash-proof cover
5.5.8L stainless steel bowl(SUS 304)
6.Non slip feet
7.Power cord hiding box
8.Dishwasher safe attachments
9.Unique dough hook & mixer whisk are included.
10.Low noise, environment friendly
11.Cord length: 1.2m




Electric Mixer Price,Electric Cake Mixer,Best Electric Mixer,Electric Food Mixer
Housoen Electric Manufacture Co., Ltd. , https://www.housoenappliances.com